螺旋輸送機(jī)的本質(zhì)是不宜輸送易變質(zhì)的、粘性大的、易結(jié)塊的物料,因?yàn)檫@些物料在輸送時(shí)會(huì)粘結(jié)在螺旋上,并隨之旋轉(zhuǎn)而不向前移動(dòng)或者在吊軸承處形成物料的積塞,而使螺旋機(jī)不能正常工作。
有些物料在溫度達(dá)到一定程度時(shí)會(huì)改變性質(zhì)變得有粘性,而有這種性質(zhì)的物料在使用螺旋輸送機(jī)輸送時(shí),物料與螺旋葉片和螺旋管壁的摩擦?xí)a(chǎn)生一定的溫升,螺旋傳動(dòng)軸頭也會(huì)在工作過(guò)程中產(chǎn)生一定溫度,如果因?yàn)樯郎囟兊挠姓承裕瑒?shì)必會(huì)造成螺旋輸送機(jī)不能正常工作,所以要有正確的處理方法。一般主要依靠注油潤(rùn)滑和降溫。
軸螺旋輸送機(jī)")
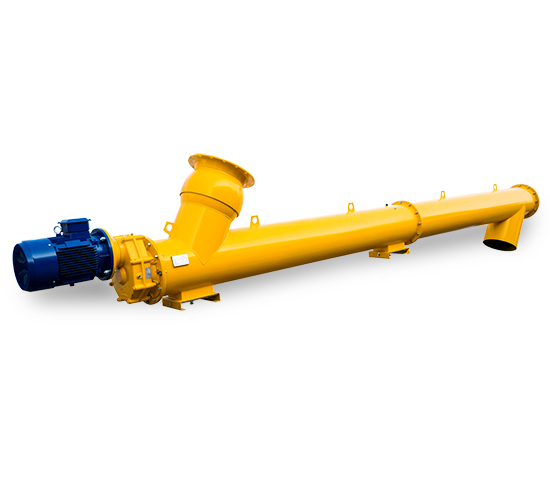
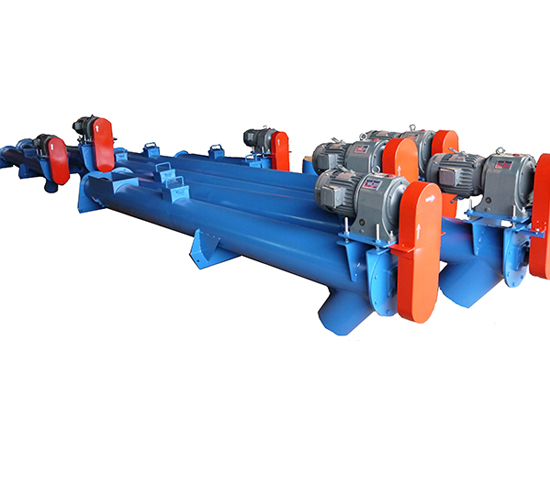
螺旋輸送機(jī)因整機(jī)密封設(shè)計(jì),所以對(duì)這種物料的輸送會(huì)在進(jìn)料端的螺旋管下部開一個(gè)檢視工作口,嚴(yán)格要求使用者根據(jù)物料特性經(jīng)常做清理工作,一定要在停機(jī)后清理完畢后再離開,以避免物料粘結(jié)抱死傳動(dòng)軸無(wú)法再次使用。同樣,對(duì)于U型螺旋輸送機(jī)也是同理,不過(guò)槽式螺旋輸送機(jī)因封蓋方便打開,所以槽底不用開檢視工作口,當(dāng)然,如需要開口也可以按要求設(shè)計(jì)制造。
上一篇:無(wú)軸螺旋輸送機(jī)支架的焊接方法 上一篇:下一篇:如何根據(jù)需要選擇合適的絞龍輸送機(jī)